Конвейеры ленточные
Ленточные конвейеры — наиболее производительный вид непрерывного транспорта (конвейеры), используемый для транспортирования сыпучих и штучных грузов с различной производительностью и скоростью движения конвейерной ленты. Расстояние транспортирования ленточными конвейерами достигает нескольких километров, а их трасса может иметь различную схему, что позволяет приспосабливать конвейеры к условиям производства и местности.
.jpg)
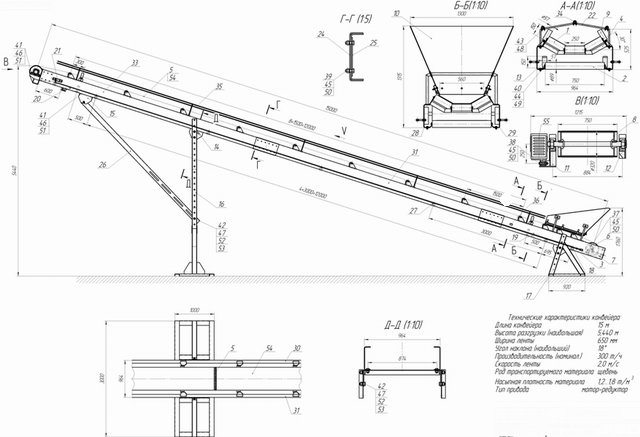
Конвейеры ленточные стационарные типа КЛС предназначены для транспортирования сыпучих и кусковых материалов насыпной плотностью до 3,15 т/м3 по прямолинейным в плане трассам на промышленных предприятиях, включая угольные (сланцевые) шахты опасные по газу и угольной пыли с комплектованием конвейеров взрывозащищённым электрооборудованием с уровнем взрывозащиты не ниже РВ по ГОСТ
.jpg)
Конвейеры могут применяться на поверхностных комплексах горных предприятий в условиях карьеров и обогатительных фабрик, топливоподачи ТЭС и коксохимзаводов, объектов металлургических предприятий, портов, на предприятиях связанных с приёмом угля, складированием с комплектованием оборудованием согласно взрывоопасности зоны применения.
Условия эксплуатации ленточных конвейеров отличаются большим разнообразием: от жаркого климата до работы на открытом воздухе при минусовых температурах.
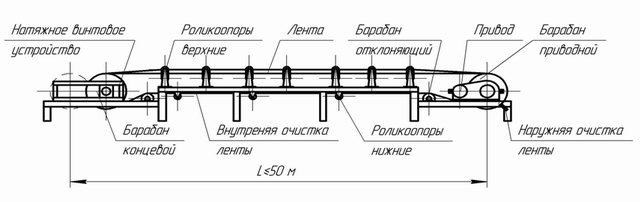
Ленточный конвейер условно можно разбить на три основные части: головную, среднюю и хвостовую. В качестве несущего (транспортирующего) и тягового органа применяются резинотканевые ленты с гладкой поверхностью. Верхняя ветвь ленты конвейера, в большинстве случаев, имеет желобчатость за счёт применения желобчатых роликоопор. Загрузка верхней ветви ленты производится загрузочным устройством (или несколькими устройствами), расположенным в хвостовой части конвейера. Разгрузка конвейера чаще всего производится через приводной (головной) барабан. В ряде случаев необходима промежуточная разгрузка конвейера в средней его части, тогда применяется барабанная разгрузочная тележка или плужковый сбрасыватель.
В движение конвейерная лента приводится фрикционным приводом. Привод конвейера состоит из приводного барабана и приводного механизма, соединённых между собой тихоходной муфтой. Приводной механизм состоит из двигателя, редуктора и соединяющей их муфты, которые устанавливаются на своей раме.
Конвейерная лента располагается на роликоопорах: верхняя ветвь ленты на верхних желобчатых или прямых), нижняя ветвь на нижних прямых.
Обеспечение фрикционной связи приводного барабана с лентой осуществляется путём натяжения ленты конвейерной натяжным устройством. Натяжные устройства конвейера ленточного могут быть винтовые, тележечные и вертикальные. Кроме того, на ленточном конвейере имеются средства автоматизации его работы: центрирующие роликоопоры, устройства против схода и пореза ленты и др.
Приводной барабан и натяжное устройство устанавливаются на свои опоры, а роликоопоры — на секции, которые сами устанавливаются на стойки средней части конвейера. В ряде случаев, целесообразно нижнюю ветвь ленты поддерживать прямыми верхними роликоопорами, которые устанавливаются на стойках с кронштейном.
|
Ширина ленты В, мм |
Угол наклона конвейера β, градус |
Производительность Q (м³/ч), при скорости движения ленты V (м/с) |
|||||||||||||||||||
|
0,8 |
1,0 |
1,25 |
1,6 |
2,0 |
2,5 |
3,15 |
|||||||||||||||
|
Роликоопоры с углом наклона боковых роликов α, градус |
|||||||||||||||||||||
|
0 |
30 |
0 |
30 |
0 |
30 |
0 |
30 |
0 |
30 |
0 |
30 |
0 |
30 |
||||||||
|
500 |
|
30 28 26 |
68 65 61 |
37 35 32 |
86 80 75 |
46 44 40 |
110 100 95 |
59 56 51 |
140 130 120 |
73 70 65 |
175 160 150 |
92 87 80 |
220 200 190 |
120 110 105 |
270 260 240 |
||||||
|
650 |
|
50 48 44 |
115 110 105 |
62 60 55 |
145 140 130 |
77 75 70 |
180 175 165 |
100 96 88 |
230 220 205 |
125 120 110 |
290 280 255 |
160 150 140 |
360 345 320 |
200 190 175 |
455 435 410 |
||||||
|
800 |
|
76 72 70 |
175 165 160 |
95 90 85 |
220 210 195 |
120 115 110 |
275 260 245 |
155 145 140 |
350 330 315 |
190 180 170 |
440 420 390 |
240 225 215 |
545 520 490 |
300 285 270 |
690 650 615 |
||||||
|
1000 |
|
120 115 105 |
270 260 245 |
150 140 130 |
340 325 300 |
185 175 165 |
425 405 380 |
235 225 210 |
545 515 480 |
300 280 260 |
680 650 600 |
370 350 325 |
850 805 750 |
465 440 410 |
1070 1015 945 |
||||||
|
1200 |
|
170 160 150 |
395 370 345 |
215 200 190 |
490 460 430 |
265 250 235 |
610 580 540 |
340 320 300 |
785 740 690 |
425 400 380 |
980 920 860 |
530 500 470 |
1220 1150 1075 |
670 630 590 |
1540 1450 1350 |
||||||
|
1400 |
|
235 220 205 |
535 510 470 |
290 275 255 |
665 635 590 |
365 345 320 |
835 790 735 |
465 440 410 |
1070 1010 940 |
580 550 510 |
1340 1270 1180 |
725 685 650 |
1670 1580 1460 |
915 865 805 |
2100 1980 1845 |
||||||
|
1600 |
|
305 290 270 |
695 665 615 |
380 360 335 |
870 830 765 |
470 450 415 |
1090 1040 960 |
605 580 530 |
1390 1325 1225 |
760 720 665 |
1740 1660 1530 |
940 900 830 |
2107 2070 1910 |
1190 1135 1050 |
2735 2610 2410 |
||||||
|
Примечание. Угол естественного откоса груза в покое φ~35-40°. |
|||||||||||||||||||||
Для упрощения заказа и расчета стоимости оборудования и комплектующих мы подготовили опросные листы, которые помогут более точно определить, какое именно оборудование вам необходимо.
- Конвейерное оборудование
- Цепи к скребковым конвейерам и питателям сырого угля
- Оборудование для сыпучих
- Тензометрия
- Запасные части для топок
- Цепи топочные
- Сопло разбрызгивающее эвольвентное для градирни черт.13740.13.00 СБ (4436-3-04)